


 |
| 生坯自动堆叠整列上料系统 |
 详细资料
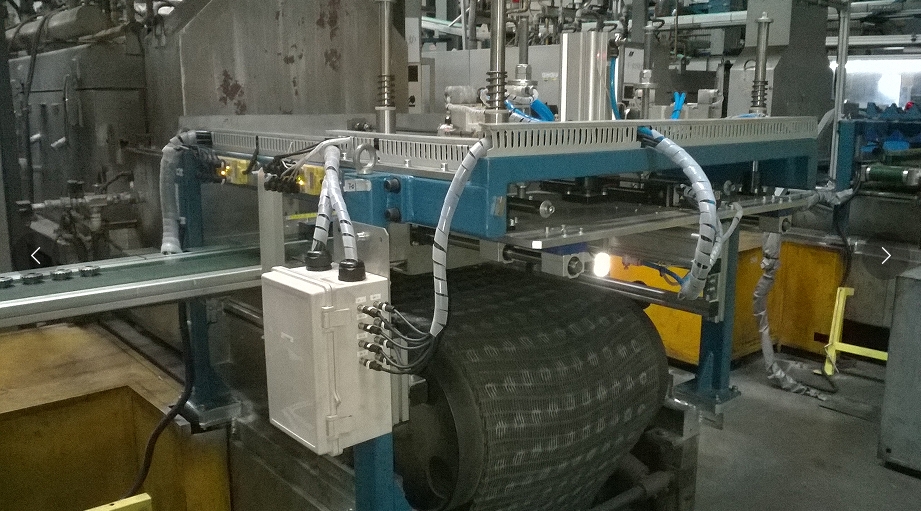
详细资料 生坯自动堆叠整列上料系统用于完成生坯工件的自动堆叠,并实现等距排列及输送,最终由后续的气动进炉装置完成堆叠工件整排有序的无损自动进炉。且能满足生产线12pcs/min的生产节拍。


结构:
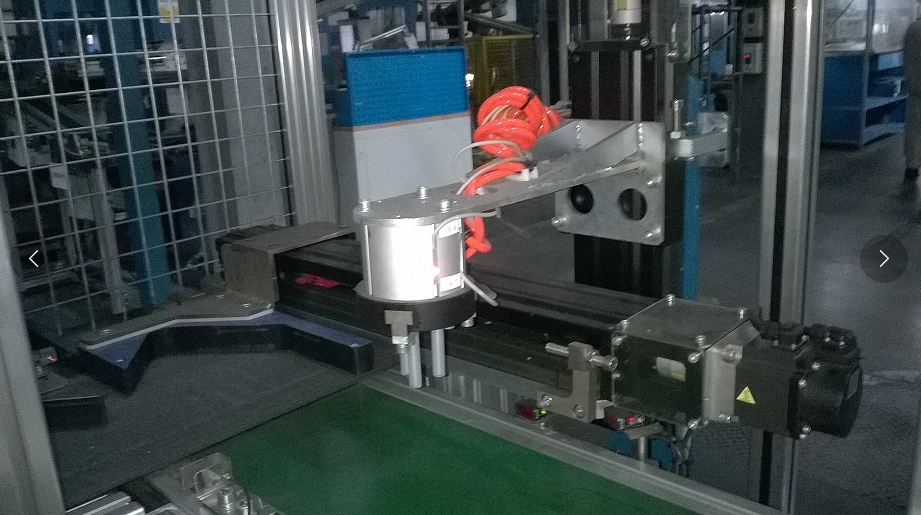
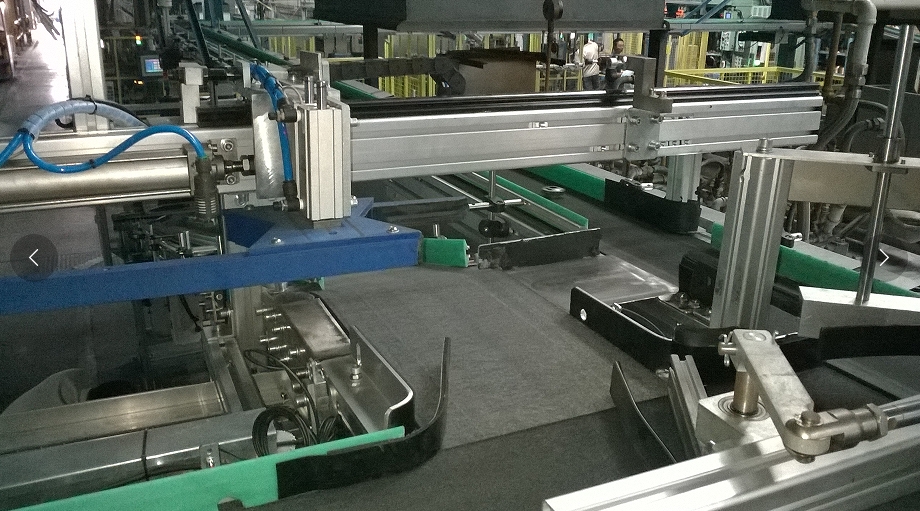
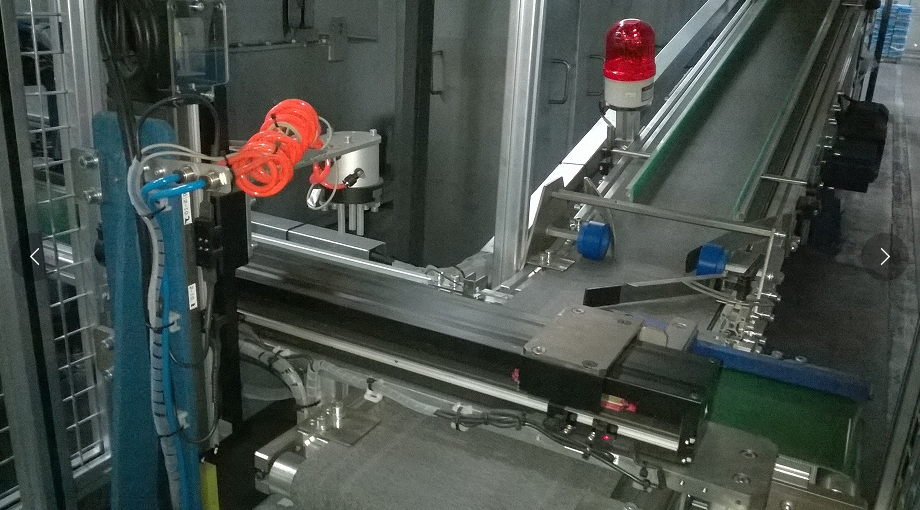
通过成型机下料皮带输送线、伺服堆叠移载机、气动手爪、整列伺服皮带输送线、进炉推入装置等机构配合使用,实现工件在伺服输送皮带线上的双层堆叠,并按照设定间距整排自动投入烧结炉。
功能:
本装置可实现24H无人化自动上料。皮带输送线上检测到有来料工件,伺服推钩平稳把来料工件推入整列伺服皮带输送线上,伺服皮带输送线步进一个设定距离后停止。待工件输送且停止在伺服堆叠移载机正下方时,气动手爪向下抓取工件,然后上升停留在工位正上方。待正下方到达工件再次停止时,伺服移载机向下,把前一个抓取的工件叠放在到达的工件上面。经过伺服堆叠移载机的处理,伺服皮带输送线上的工件变成双层堆叠放置。一旦达到设定数值后,再由伺服输送线快速整排向前输送,最终由气动进炉装置完成整排堆叠的自动进炉。系统可设定每排工件的数量及生产节拍。设备各项报警功能齐全,并设置有区域可移动防护网。
特点:
1. 无需工业机器人搬运,降低了设备成本。
2. 无需上料堆栈,简化了机构。
3. 可实现从成型机到烧结炉进炉的无缝连接。
4. 伺服机构及气动夹爪均为柔性设计,工件可多层堆叠,不损伤生坯工件。

自动堆叠阵列上料系统 进炉装置 伺服推钩
伺服堆叠移载机 工件通道切换装置 工件导向自动切换机构
产品搜索

